A few years ago I finally got tired of making holes with a hand drill and purchased a second-hand $30 Jobmate drill press (actually one of the better tools from the otherwise-crap Jobmate lineup). After a short time of ownership, I don’t think I can ever live again without a drill press in my life. Even a relatively crap drill press like this one makes drilling holes so much easier and more accurate.

The problem with cheap drill presses is that they are made for wood. They turn ridiculous speeds, which is fine for tunneling through spruce, but not so good for boring out steel. As it happens, steel is what I am usually drilling.
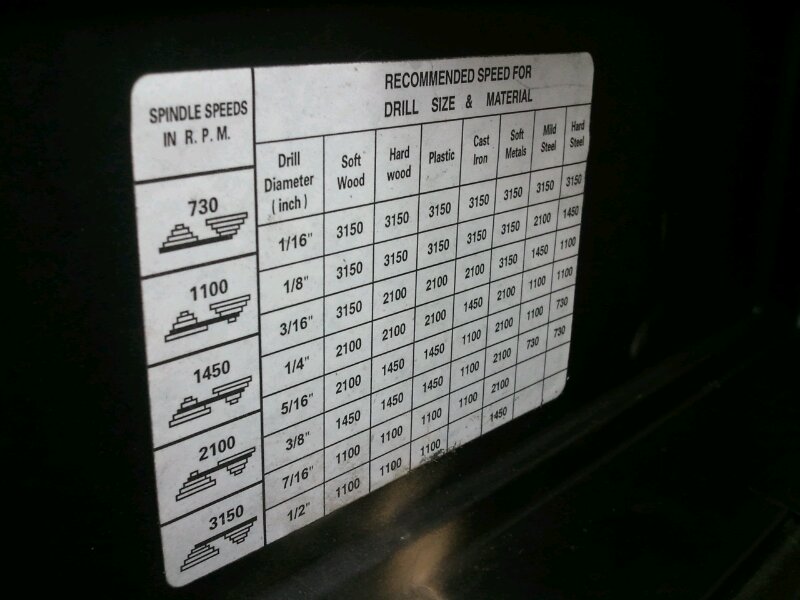
The minimum speed on this “5-speed” drill press was 720rpm. At speeds that fast, especially with larger drill bits and hole saws, the outermost edge of the drill bit is traveling fast enough over the metal to cause excessive heat - which kills those big expensive drill bits and hole saws in a hurry. Really nice (expensive) drill presses can go down to 100rpm or less! It’s a bit strange to me, coming from an automotive background, that with drill presses you have to spend more to go slower.
The key to the slower speed of these better drill presses is an additional pulley on a jackshaft. No problem, I can add one of those. There is just enough room between the two original pulleys to add a jackshaft.
I measured the shaft diameter of the non-motor pulley at 7/8" and picked up a 7/8" flange bearing like this one:

I then cut a hole in the bottom of my belt guard to accommodate this bearing. Note that it is not bolted in place, rather it is simply held in place by tightening down the belt guard. The hole is elongated so that the bearing can slide back and forth for belt installation and tightening.

The flange bearing was in the way of installing the bolts that are supposed to hold down the back side of the belt guard, so I had to make up some new attachment points for the back side. I bent some flat steel, drilled it (WITHOUT my drill press! Egads!) and tapped it for the bolts.
Left side, piggybacked off the motor hinge bolt:

Right side, hung off the belt tension adjuster:

I installed the two stepped pulleys upside down, the far pulley on the jackshaft instead of the drill shaft, then put on the biggest pulley I could fit on the drill shaft without rubbing against the press handle!

I ended up, after a few rounds of purchasing and returning belts, using the smallest 3L-style belt I could find (16 inch) for the cone pulleys and a 28 inch belt for the big pulley. 3L-size belts and pulleys aren’t easy to find in Canada - I had to special-order the pulley from Grainger USA and got the belts from Acklands-Grainger Canada.
With a little bit of hacking and trimming, I can even close the belt guard (safety first!)

I started with a five-speed drill press and made it into a four speed drill press with four much lower speeds. I can still speed things up a bit by changing the belt on the cone pulleys, but it seems to just stay put on the lowest speed setting.
I took a rough measurement of about 160 rpm (no load) with this setup. Not too shabby! With the small amount of drilling I have done since modifying it this way, I can say that it goes through steel with far less complaining than it used to. I now get those nice long and curly shavings instead of burning hot flying chips of metal.
Of course, after I put this all together, I have noticed at least two second-hand low-speed drill presses come up for sale locally in the $100 range! Oh well - mine is still cheaper, slower and has the dubious honour of being hacked together by yours truly.
Cost:
$30 - second hand Jobmate drill press (Kijiji)
$15 - 7/8" flange bearing (Princess Auto)
$25 - 8" dia, 7/8" bore 3L-belt pulley (Grainger USA)
$10 - 3L belts
$free - metal from my bucket o’ steel
==$80
The problem with cheap drill presses is that they are made for wood. They turn ridiculous speeds, which is fine for tunneling through spruce, but not so good for boring out steel. As it happens, steel is what I am usually drilling.
The minimum speed on this “5-speed” drill press was 720rpm. At speeds that fast, especially with larger drill bits and hole saws, the outermost edge of the drill bit is traveling fast enough over the metal to cause excessive heat - which kills those big expensive drill bits and hole saws in a hurry. Really nice (expensive) drill presses can go down to 100rpm or less! It’s a bit strange to me, coming from an automotive background, that with drill presses you have to spend more to go slower.
The key to the slower speed of these better drill presses is an additional pulley on a jackshaft. No problem, I can add one of those. There is just enough room between the two original pulleys to add a jackshaft.
I measured the shaft diameter of the non-motor pulley at 7/8" and picked up a 7/8" flange bearing like this one:

I then cut a hole in the bottom of my belt guard to accommodate this bearing. Note that it is not bolted in place, rather it is simply held in place by tightening down the belt guard. The hole is elongated so that the bearing can slide back and forth for belt installation and tightening.

The flange bearing was in the way of installing the bolts that are supposed to hold down the back side of the belt guard, so I had to make up some new attachment points for the back side. I bent some flat steel, drilled it (WITHOUT my drill press! Egads!) and tapped it for the bolts.
Left side, piggybacked off the motor hinge bolt:

Right side, hung off the belt tension adjuster:

I installed the two stepped pulleys upside down, the far pulley on the jackshaft instead of the drill shaft, then put on the biggest pulley I could fit on the drill shaft without rubbing against the press handle!

I ended up, after a few rounds of purchasing and returning belts, using the smallest 3L-style belt I could find (16 inch) for the cone pulleys and a 28 inch belt for the big pulley. 3L-size belts and pulleys aren’t easy to find in Canada - I had to special-order the pulley from Grainger USA and got the belts from Acklands-Grainger Canada.
With a little bit of hacking and trimming, I can even close the belt guard (safety first!)

I started with a five-speed drill press and made it into a four speed drill press with four much lower speeds. I can still speed things up a bit by changing the belt on the cone pulleys, but it seems to just stay put on the lowest speed setting.
I took a rough measurement of about 160 rpm (no load) with this setup. Not too shabby! With the small amount of drilling I have done since modifying it this way, I can say that it goes through steel with far less complaining than it used to. I now get those nice long and curly shavings instead of burning hot flying chips of metal.
Of course, after I put this all together, I have noticed at least two second-hand low-speed drill presses come up for sale locally in the $100 range! Oh well - mine is still cheaper, slower and has the dubious honour of being hacked together by yours truly.
Cost:
$30 - second hand Jobmate drill press (Kijiji)
$15 - 7/8" flange bearing (Princess Auto)
$25 - 8" dia, 7/8" bore 3L-belt pulley (Grainger USA)
$10 - 3L belts
$free - metal from my bucket o’ steel
==$80
No comments:
Post a Comment